Montagevorrichtungen
Vertaumeln und Barcode aufschiessen
- Bauteile werden mit der Hand durch Lichtgitter eingelegt
- Zyklus über Taster auslösen
- Bauteilüberwachung mit Lasersensoren
- Verfahren in Pos.1 (Nietposition): Vernieten
- Vorrichtung verfährt in Pos.2: (Taumelposition): Taumeln
- Überwachung von Taumelkraft und –stellung
- Bei I.O. Teilen wird ein Barcodeetikett auf das Bauteil geschossen (Teile-Nr., laufende Nr., Jahr, KW, Anlage)
- Der aufgeschossene Barcode wir mit einem Barcodeleser geprüft.
-

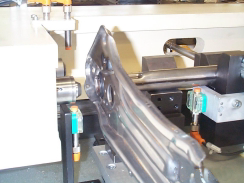
Montagevorrichtung Taumeln

-
Sicherheitsgurt Halterung

Begleitmaterial
Vernieten
Vernieten - Rasthebel mit 35 Tonnen Presse
Ablauf:
- Bauteile werden von Hand eingelegt.
- Start und Einzug der Vorrichtungsaufnahme durch Zweihandauslösung.
- Bauteile werden mit Lasersensoren auf Richtigkeit der Bauteile und Vollständigkeit der Bestückung abgefragt.
- Die 35T Presse nietet zwei Stifte mit einem Hub.
- Nietkopfhöhe wird mit Nietstempelhöhenabfrage sichergestellt.


Begleitmaterial
Verpressen einer Schnellbefestigung
Verpressen einer Schnellbefestigung (PKW-Sitz-Mechanik)
Ablauf:
- Aufdrücken der Sicherheitsscheibe auf den Querholm des PKW Sitzes durch eine selbstausgleichende Kraftzange.
- Bauteilabfragen zur Qualitätssicherung.
- Start der Vorrichtung durch Zweihandauslösung.
- Aufdornen des Holmes durch integrierte Aufdornpresse 1,8T.

Begleitmaterial
Montagevorrichtung Backofenauszug
Einlegen der Schienen und Kugelkäfig von Hand. Fetten von sechs Laufspuren in der SS-Schiene. Nach dem Montagevorgang wird der Auszug zusammengeschoben, um den Biegevorgang durchzuführen. Nach dem Biegen wird die Schiene gestreckt und verpackungsgerecht zusammengeschoben.


Begleitmaterial
Blätterkatalog Beispielprojekte
