Umform-/ Stanz- und Schweißanlage für WIG und MAG Schweißungen
Vollautomatische Anlage zur Herstellung einer Zugstrebe im Automobilbereich
Anlagenbild

Die Anlage dient zur Herstellung einer Zugstrebe für den Automobilbereich. Die Rohstreben (Hohlprofil) werden manuell mit einem Hallenkran zugeführt und im Bündelvorlader bereitgestellt. Die anzuschweißenden Kleinteile (Z-Anbindung, Aufnahmeplatte und Distanzscheibe) werden als Schüttgut in einen Steigförderer/Fördertopf zugeführt. Die Anlage ist rüstbar gestaltet, somit können verschieden Typen produziert werden.
- Anzahl der Varianten: 2
- Taktzeit: 23 s
- Verfügbarkeit : 90 %
- Lieferzeit: 37 W
- Bedienerzahl: 1
- Ausbringung 670.000 Stk./Jahr
- Material: E235 und S355
- Vereinzelung des Hohlprofils des Bündels
- Zuführung der Bauteile
- Schweißnahterkennung am Hohlprofil
- doppeltes Biegen
- Prüfen des Biegewinkels
- Lochen
- Besäumen
- Automatisches Schutzgasschweißen (WIG und MAG)
- Lagerichtiges Ablegen der Zugstreben
Der Bündellader ermöglicht das Beladen der Anlage mit einem Deckenkran. Hier werden die gewalzten Hohlprofile eingehoben und für den weiteren Bearbeitungsprozess vereinzelt. Dabei wird mit einem Wirbelstrom-Prüfsystem festgestellt, auf welcher Seite die Verbindungsnaht des Materials liegt. Sollte die Position nicht passen, wird das Hohlprofil einmal um 180° gedreht und anschließend nochmal geprüft, um es bei erfolgreicher Erkennung der Verbindungsnaht dem weiteren Prozess zuzuführen.
Biegen und Stanzen: Hier wird das Hohlprofil in Form gebracht. Dies bedeutet, dass zwei gehärtete Rollen, sowie zwei produktspezifische Aufnahmen das Rohr zweimal um einen vorgebenden Winkel verformen. Anschließend sind die Flächen wieder parallel zueinander ausgerichtet. Im weiteren Schritt wird das Rohr gestanzt und besäumt. Dabei dient die Ausstanzung als Lackablauf und die Besäumung bildet die Kontur für die im späteren Verlauf aufzuschweißende Aufnahmeplatte.
Biege- und Stanzstation

Zuführen und Verschweißen: Die zu verschweißenden Bauteile werden über Stetigförderer mit Zuführschiene im Bereich der Schweißvorrichtung in Position gebracht. Die bearbeitete Zugstrebe wird mit einem Roboter in die Vorrichtung gesetzt, anschließend werden die zu verschweißenden Kleinteile aufgelegt. Die Distanzscheiben werden WIG geschweißt, während die Z-Anbindung und die Aufnahmeplatte mit einem Roboter MAG geschweißt werden.
Roboterschweißen

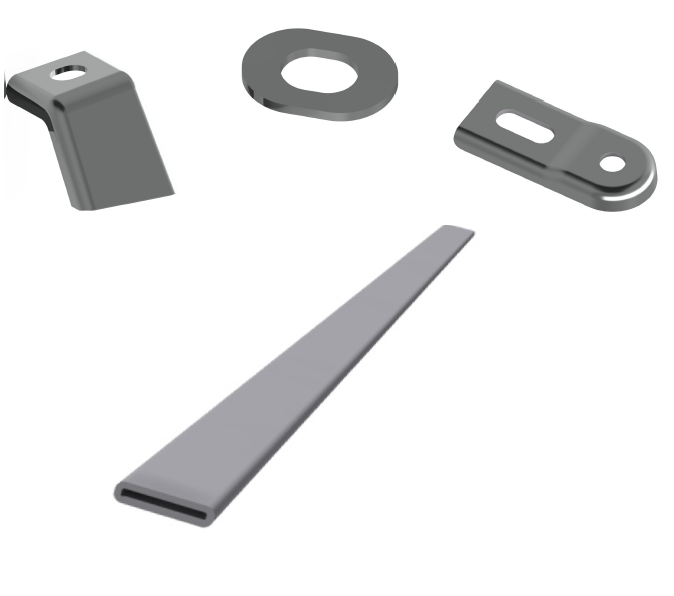
Zugeführte Komponenten
Fertiges Produkt lagerichtig auslaufend

Video der Anlage
Automatisches Biegen, Umformen und Schweißen (WIG MAG)
Die Anlage dient zur Herstellung einer Zugstrebe für den Automobilbereich.
Blätterkatalog Beispielprojekte
